| |
|
Quality
Assurance
Our Laborities are well
equipped with instrumentation and are manned by qualified
and highly experienced staff. They function round the
clock in three shifts and render full support to plant
operations.
Stage wise inprocess sampling and testing is carried out
to assure that the process is always within the prescribed
parameters.
Sample of end product are frequently and continuously
drawn and tested rigidly for all properties viz
bleachibility, acidic properties, water content, particle
size distribution and filtration properties, oil
retention, peroxide value etc. |
| |
|
|
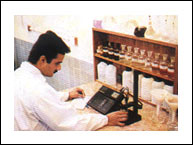
Bleachibility
This is the most important property in the manufacture of
GOODEARTH Activated Clays and the object is to obtain as high
and as constant a bleaching activity of each type. For
determination of bleaching activity, a standard oil is
bleached with a standard Bleaching Earth and our GOODEARTH
sample to be checked against it. The colour of both bleached
oils are compared colorimetrically with each other. The colour
determinations are done in a Lovibond Tintometer and only
known samples which surpass the high bleachibility limits
fixed by us are earmarked for marketing. |
|
 |
|
|
|
|
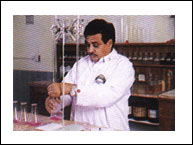
Acidic Properties
The acidic
properties are controlled during the washing operation in the
plant. pH readings are taken on the spot by mobile pocket pH
meters, than sample of supernatant water is taken to the
laboratory and pH meter with a pH resulotion of 0.001. The
residual acidity is determined side by side titrimetrically.
With repeated washings of the filter cake prior to drying, the
GOODEARTH Bleaching Earths show a content of free mineral acid
well below 0.1% |
|
 |
|
|
|
|
|
|
|
|
|
|
|
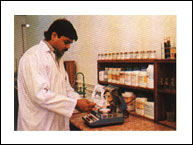
Water
Content
Samples are tested for water content on a sophisticated
quick determination electronic moisture analyzer, which
gives automatic reading of percentage moisture content
in 4-5 minutes time.
The water content of our Bleaching Earth ranges
according to grades which is carefully monitored to
ensure constant levels for each delivery.
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
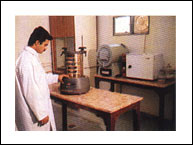
Particle Size Distribution &
Filtration Properties
The particle size
distribution of our Bleaching Earths is checkdf on
standardised sieves of various dimensions viz 100 mesh,
200 mesh, 250 mesh & 325 mesh. The aim is to attain a
precisely defined particle size distribution in order to
ensure optimum filtration rate and low oil retention.
The rate of filtration is
determined according to standard method by measuring the
time,a set quantity of a Bleaching Earth/Oil suspension
needs for filtration. |
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
Oil Retention
It has been defined as the
adsorption of oil by Bleaching Earth under standard
conditions. It depends upon the degree of activation and
above all on particle size distribution. Inspite of high
activation of our earths, the oil retention is low and
very satisfactory. |
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
PerOxide Value
The
quality of edible oils directly depend on the quantity
of oxygen adsorbed (mostly from air). The peroxides
render the oil unstable and affect their shelf life. It
is an unwanted ingredient.
Bleaching
Earth play an important role in refining of oils from
peroxides. Our Highly Activated Bleaching Earths when
used in bleaching operation show a high percentage of
reduction in peroxide value giving up to as low as 0.2
peroxide value. Our batches of Bleaching Earths are
constantly tested for peroxide value side by side with a
standard foreign brand for comparison and we find that
in our case that the reduction in peroxide value is
greater than the foreign one. |
|
|
 |





